タフラット処理は独自に複合させた砥粒噴射加工で、金型の長寿命化を目的とする場合は、WPC処理®と特殊研磨を用います。この手法では、金属の表面近傍に高い圧縮残留応力を付与し、ナノ結晶・微細結晶層を有する加工硬化層が得られます。また、使用環境下に応じた表面の凹凸ピッチおよび高さを自在に選定できるという優れた特徴があり、金型への適用事例としては、プレス鍛造・ダイカスト金型をはじめ、樹脂・ゴム金型の離型性改善やコーティングの密着強化など、多数の採用実績があります。
作用
 高い圧縮残留応力の付与
高い圧縮残留応力の付与
 表面硬度アップ
表面硬度アップ
 結晶粒の微細化
結晶粒の微細化
 滑かな微細凹凸の形成
滑かな微細凹凸の形成
 異常層・クラックの除去
異常層・クラックの除去

タフラット処理に用いるWPC処理®は(株)不二機販の特許を使用
WPC処理®に関する特許:第6286470号・第5341971号

あらゆる材質に適用
超硬合金、マトリックスハイス、高速度工具鋼や冷間・熱間工具鋼など、金型で使用される材料をはじめ、アルミ合金やチタン、インコネルなど、幅広い材質に適用できます。
高精度な複雑形状品にも対応
寸法や形状変化がほとんどなく、微細・複雑形状部、細孔内径部、トリムや切削工具にある刃先のようなエッジ部にも施工できます。
複合処理で相乗効果
窒化・浸炭処理のような拡散浸透法や各種コーティングとの複合処理で、さらなる耐磨耗性・耐久性・トライボロジー特性の向上を図ることができます。
皮膜を形成しない
コーティングや鍍金とは異なり、皮膜を形成しない表面改質技術であることから、剥離によるトラブルや性能低下がなく、長時間にわたり安定した効果が得られます。
様々な用途に対応
タフラット処理で使用する研磨材の材質および粒度を幅広く取り揃えているため、形成する滑かな微細凹凸の高さやピッチを使用環境下に応じて広範囲に制御できます。また、マスキングも容易であるため、必要箇所のみへの施工にも対応できます。


疲労強度向上
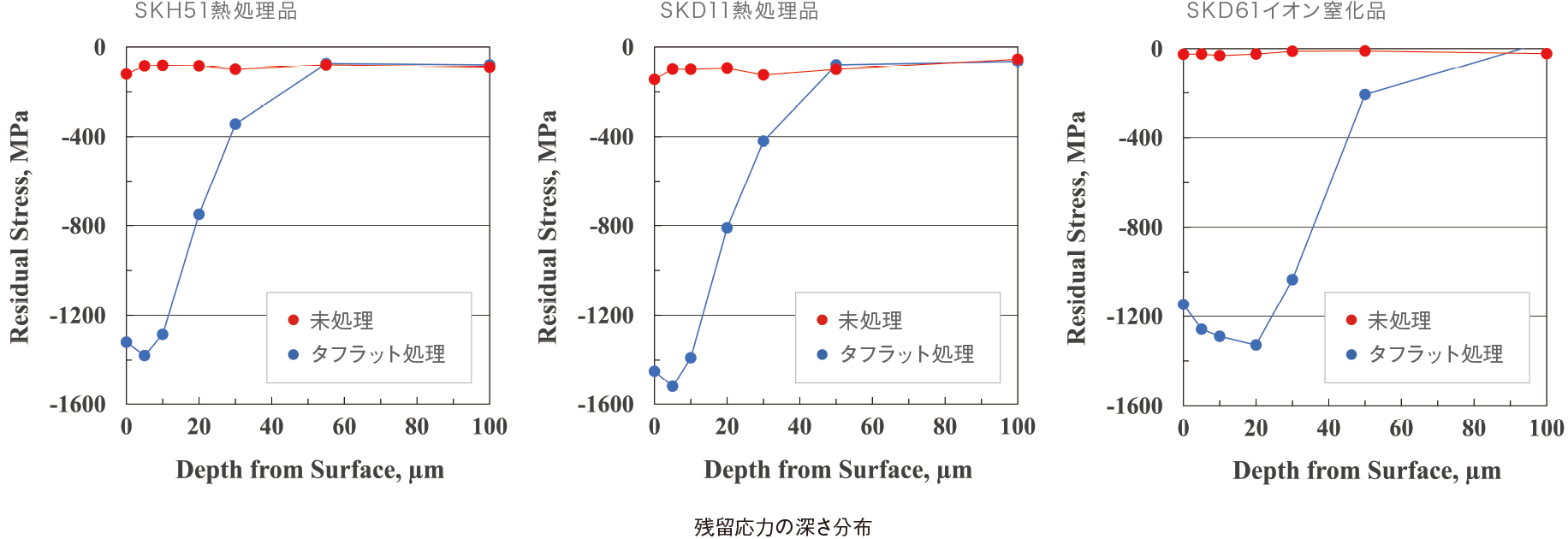
タフラット処理の第一工程でおこなうWPC処理®では、基材硬度や要求される性能に応じた材質の微粒子を表面に高速衝突させます。これにより、基材表面は複雑かつ大きく塑性変形して伸びようとしますが、下地に拘束されて十分に伸びることができないため、表層には高い圧縮残留応力が発生します。
下図は一般的な金型材の熱処理品と各熱処理品にWPC処理®をおこなった深さ方向の残留応力分布で、熱処理品はともに表層から内部にわたり-100MPa程度の残留応力分布であるのに対し、WPC処理®品は、表層に-1300MPa以上と非常に高いピーク値を持つ残留応力分布が得られています。この表面近傍に付与された高い圧縮残留応力は、クラックの発生と進展を抑制できるため、破断に至るまでの寿命を大きく改善し、高度な信頼性・耐久性を実現することができます。
耐磨耗性向上
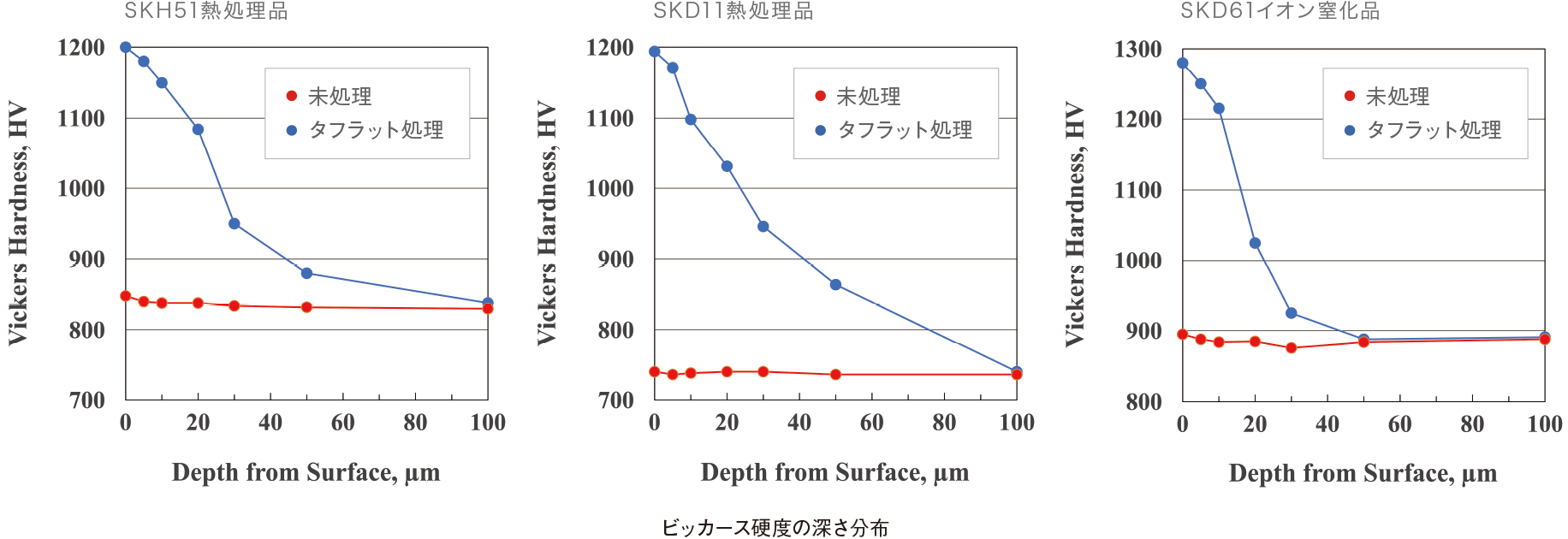
タフラット処理の第一工程でおこなうWPC処理®では、100〜200m/s以上の高速噴射が実現できるため、基材表層部には急速加熱・急速冷却による熱処理と鍛錬が繰り返しおこなわれます。これにより、基材表層部では、転位の増殖をはじめ、残留オーステナイトのマルテンサイト化や金属組織の微細化で加工硬化が生じます。また同時に疲労寿命を低下させる基材表面の異常層や点在する微細クラックも除去することができます。
右図は金型材SKD11の熱処理品と熱処理品にWPC処理®をおこなったEBSD観察像で、表層にナノ結晶層および微細結晶層が生成されています。また下図のビッカース硬度分布においては、熱処理品HV740と比較してWPC処理®品はHV1200と1.5倍以上の表面硬度が得られます。この加工硬化層は表面から30µm程度であるため、靱性を損なうことなく優れた耐磨耗性・疲労特性の向上を実現できます。

潤滑性向上・コーティングの密着強化
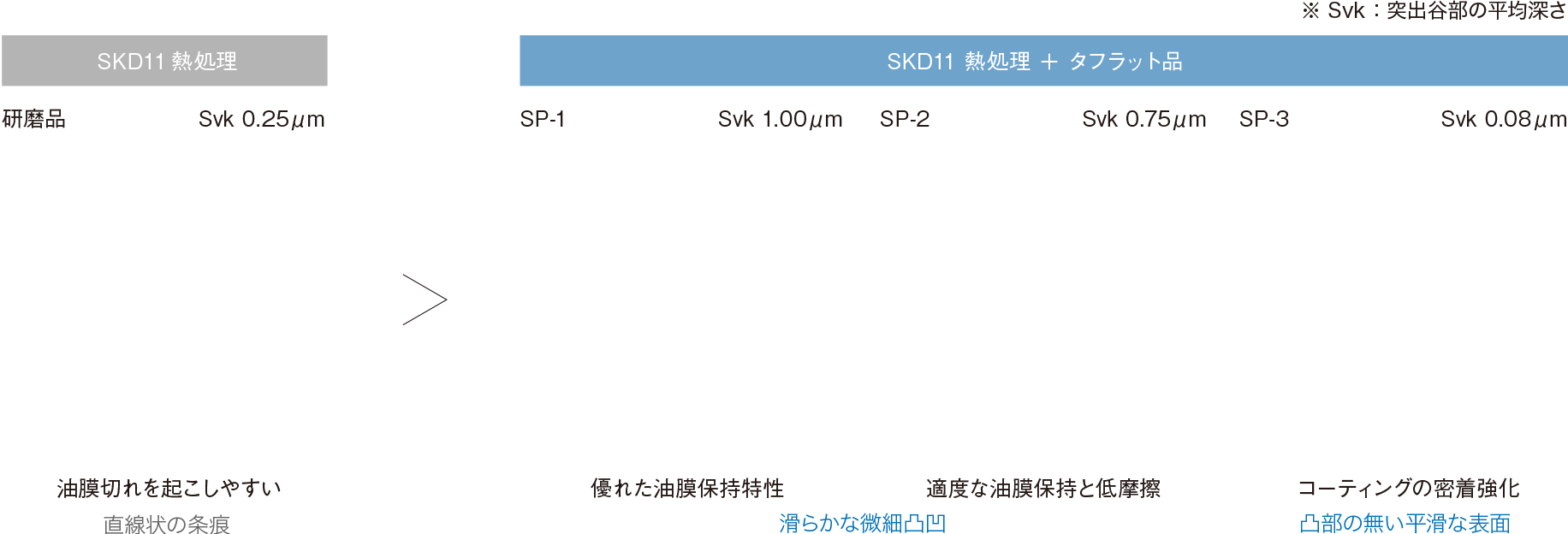
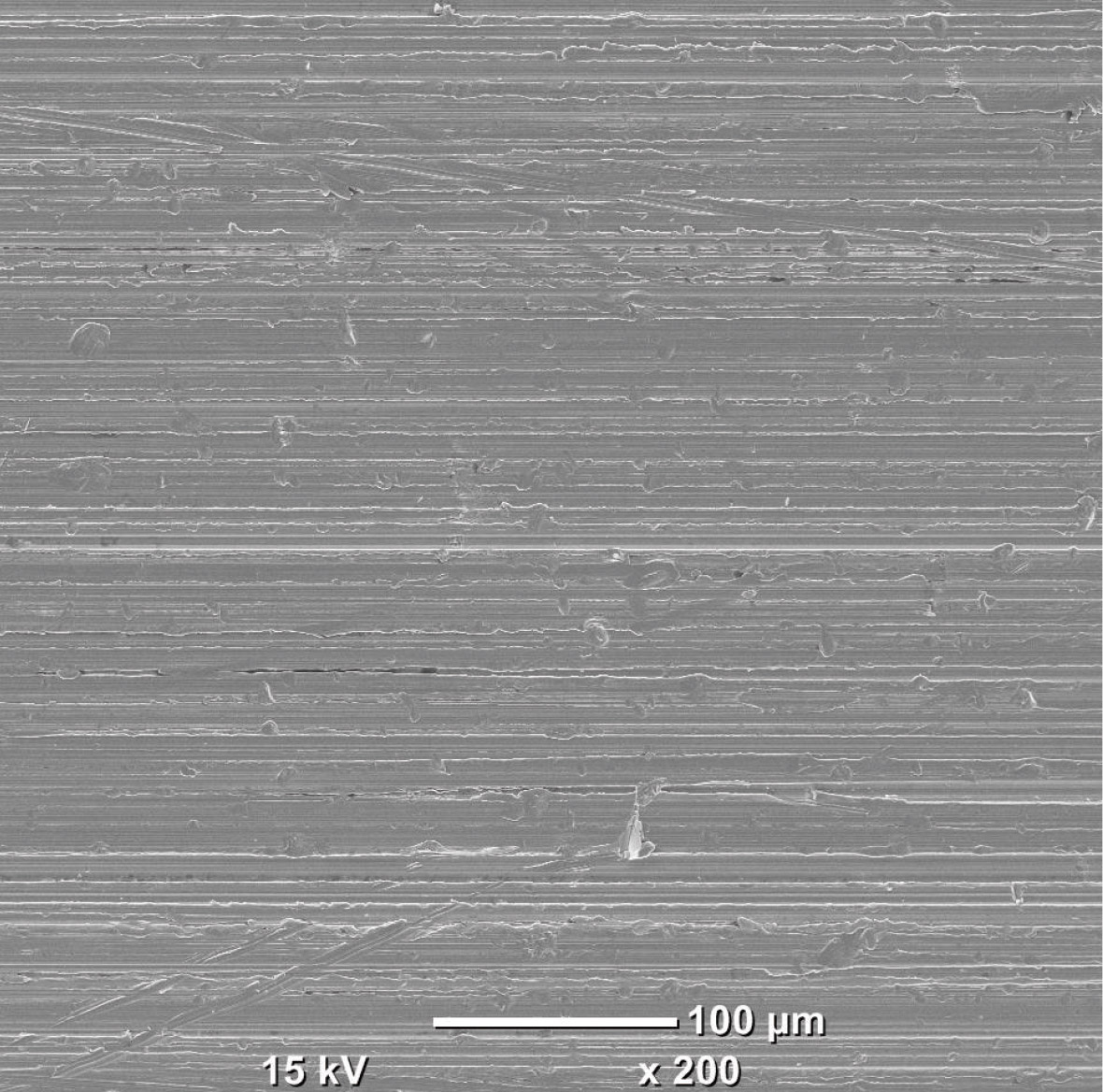
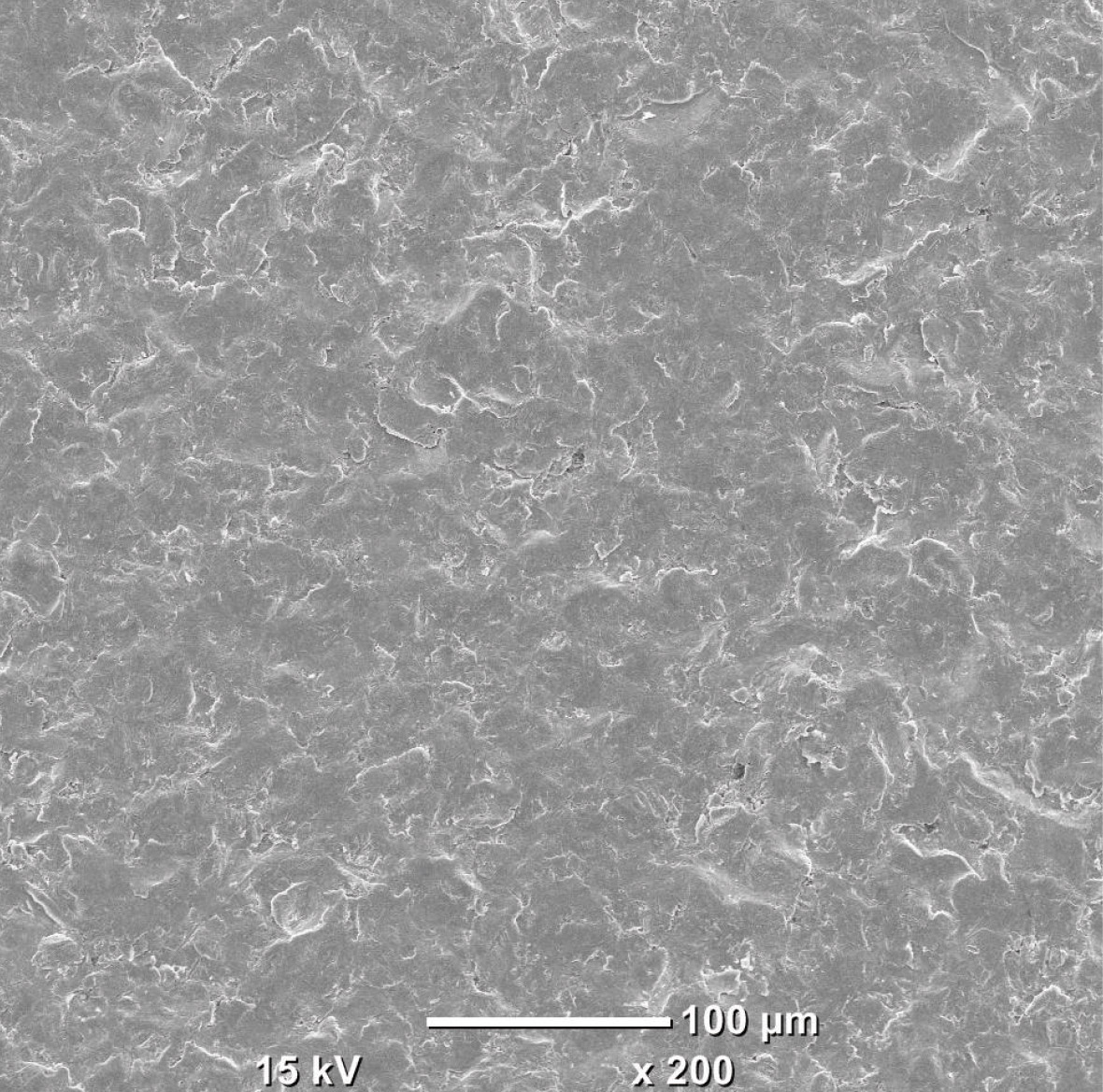
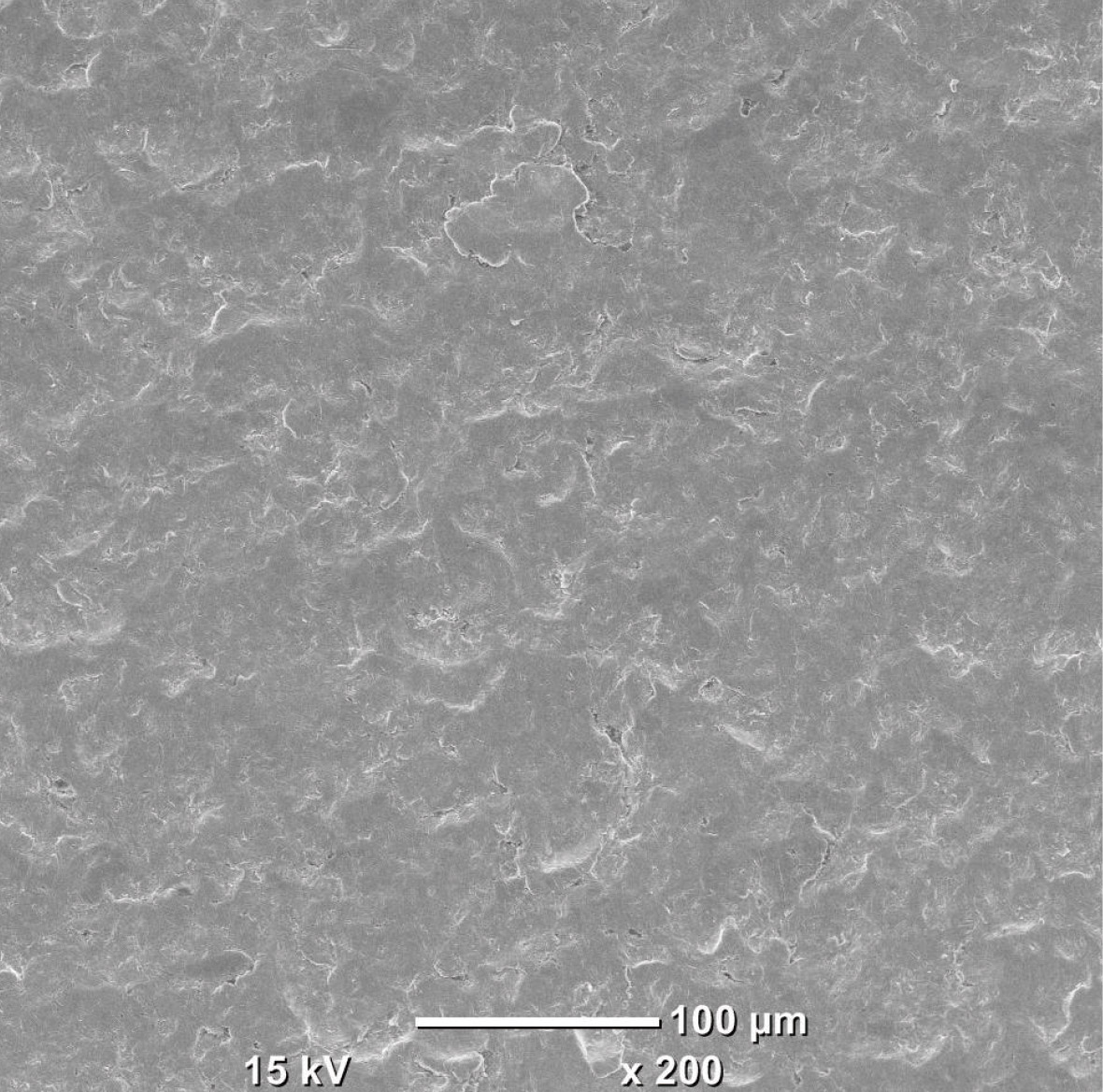
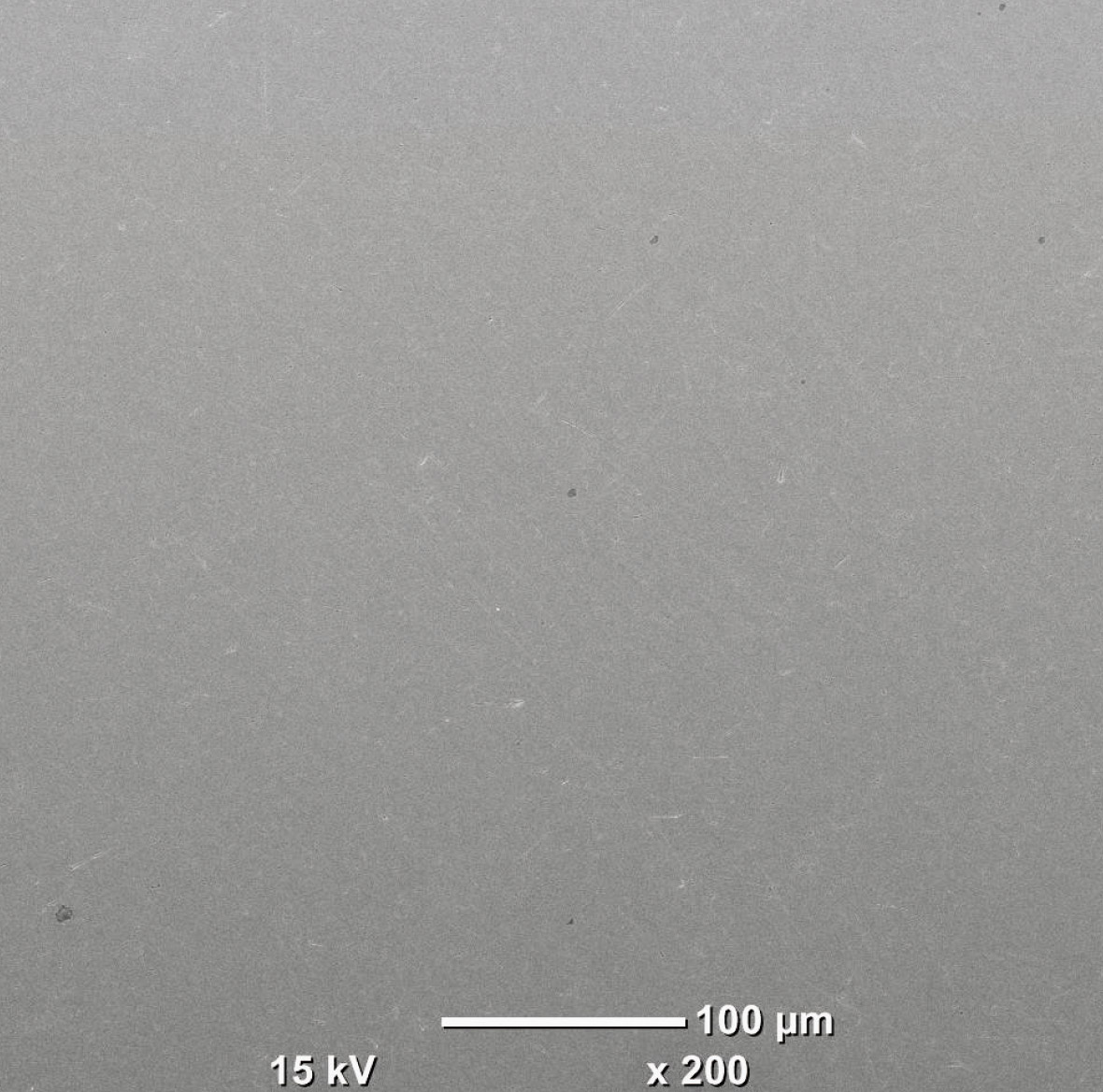
一般に、研削や研磨をおこなった基材表面には砥石やペーパーによる条痕が線状に形成されるのに対し、タフラット処理で形成された滑かな微細凹凸は、介在しているプレス油や離型剤の保持性能が非常に高いため、油膜切れによる焼付きの抑制や潤滑性・離型性など、トライボロジー特性に優れた表面性状を得ることができます。また、特殊研磨工程の条件を制御することで形成される凸部のない平滑なプラトー構造では、より過酷な使用環境下をはじめ、ドライおよびセミドライ加工やコーティングの剥離対策に有効な表面性状として活用されています。
表面SEM観察像
耐焼付き性試験

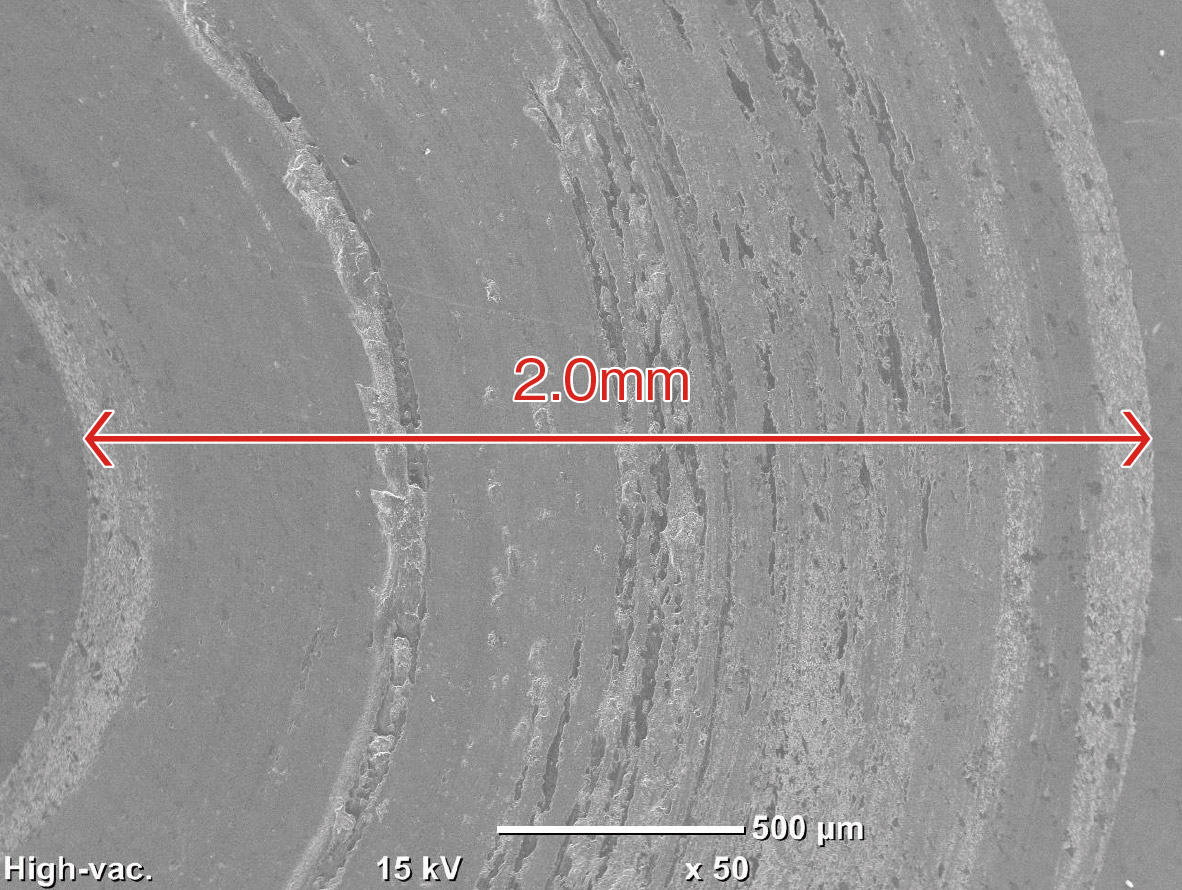
研磨品

SP-1
SP-2
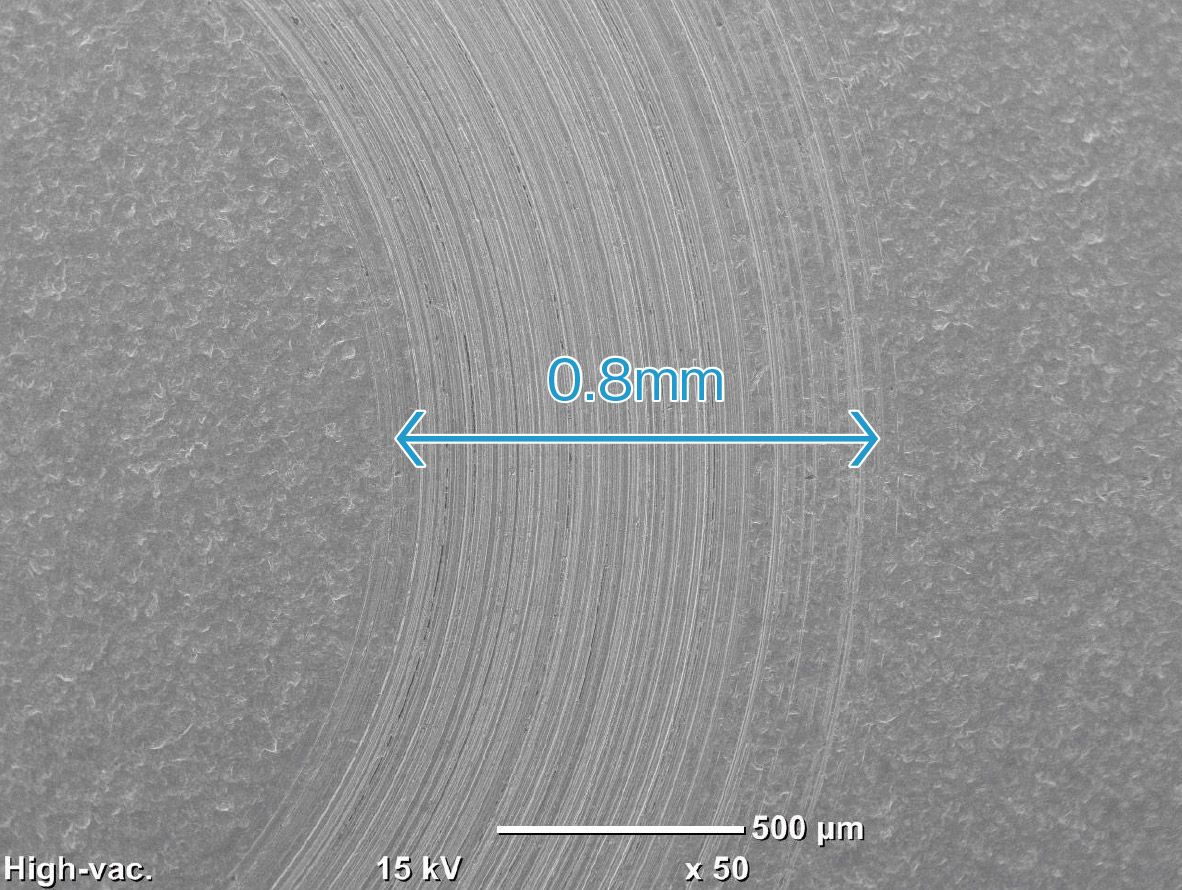
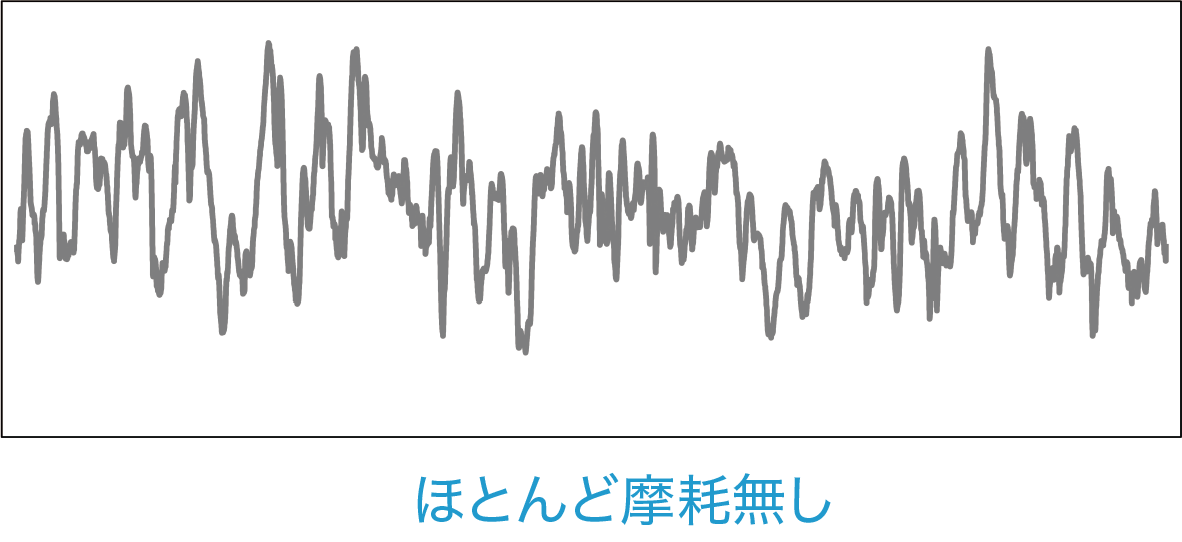
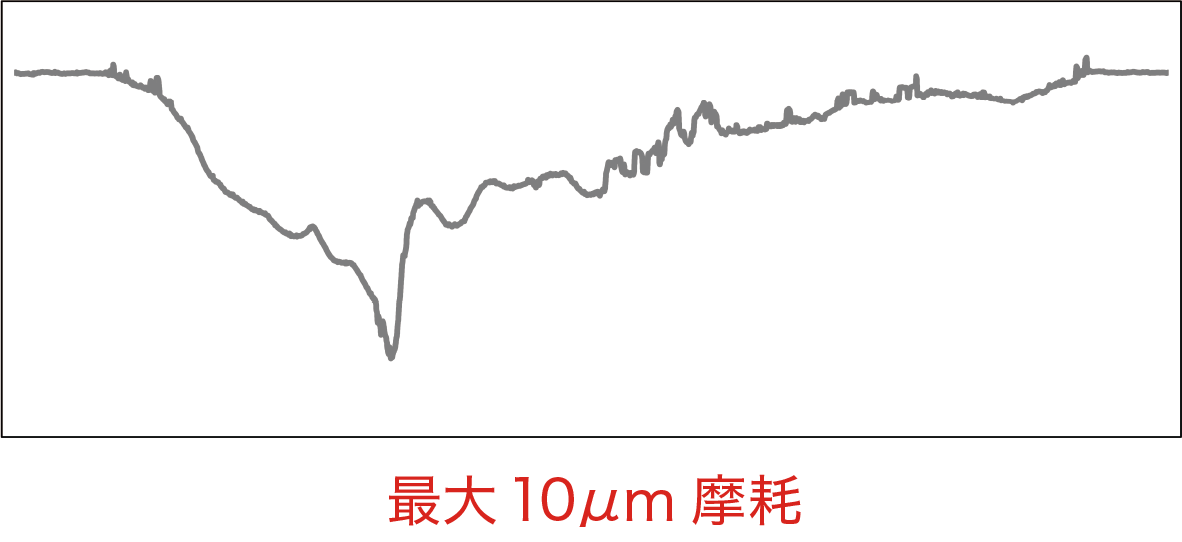
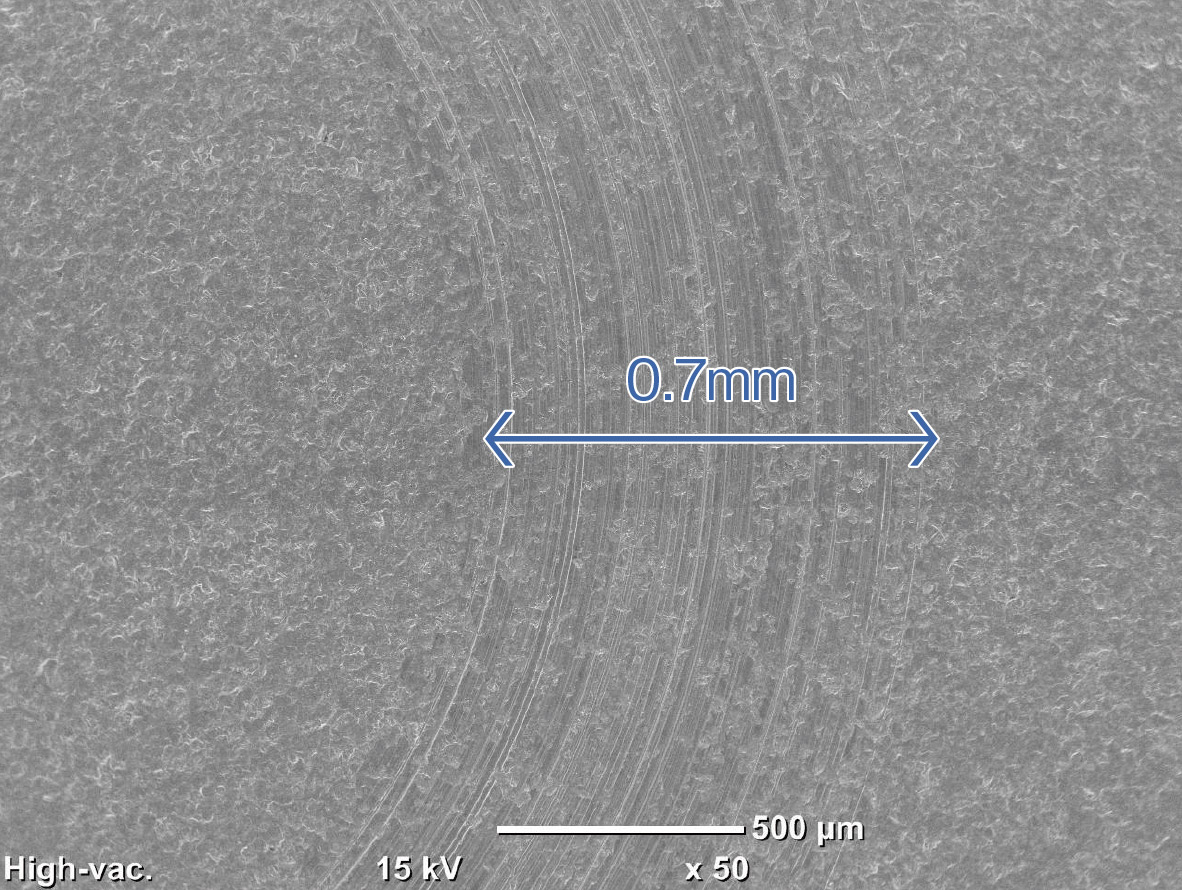
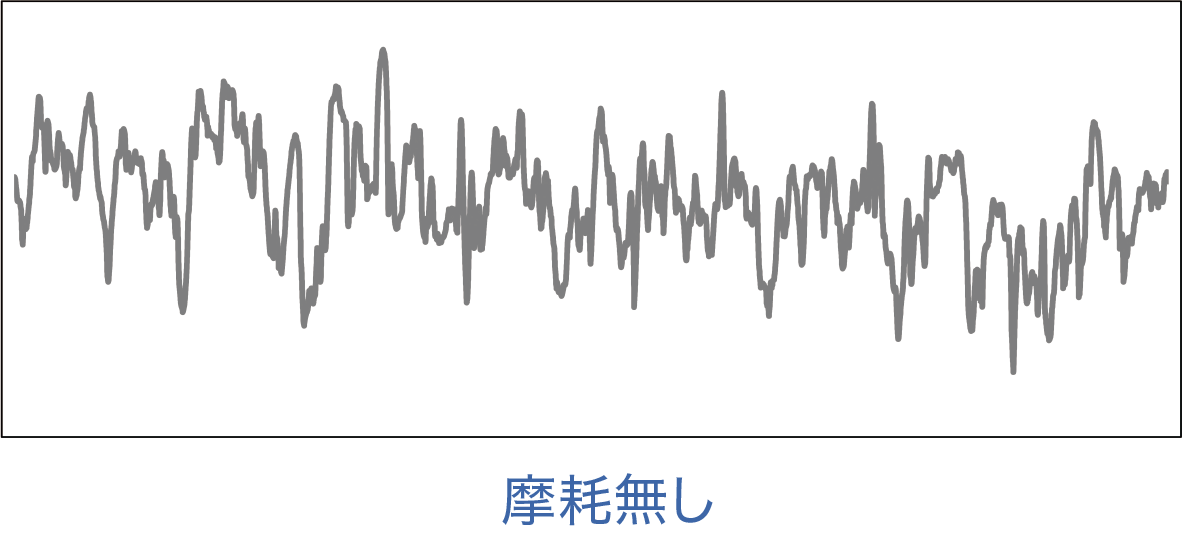
摺動痕のSEM観察像および断面曲線

プレスパンチ(SKH55)
パンチ表面の磨耗や割れを抑制し、寿命を1.5〜5倍以上に改善



冷間鍛造金型(YXR3)
微細形状部のチッピングを抑制し、寿命を3〜7倍以上に改善



トリムパンチ(SKH51)
刃先のチッピングと磨耗を抑制し、寿命を1.5〜2倍以上に改善



熱間鍛造金型(DAC)
形状部のクラック発生および進展を抑制し、寿命を2〜3倍以上に改善



ヘッダー用ダイ(HAP72)
磨耗と割れを抑制し、寿命を1.5〜3倍以上に改善



 超硬パンチ(V30)
超硬パンチ(V30)
エッジ部の早期チッピングを抑制し、平均寿命を1.5〜3倍以上に改善



 ダイカスト金型(SKD61窒化品)
ダイカスト金型(SKD61窒化品)
ヒートクラックによる割れを抑制し、寿命を2〜3倍以上に改善



 ダイカストピン(SKD61窒化品)
ダイカストピン(SKD61窒化品)
コーティングとの複合処理で耐溶損性を付与し、寿命を2〜5倍以上に改善











特殊な研磨材を圧縮エアーで噴射衝突させることで、薬品などを使用せずに短時間で簡単に除去することができます。
また、皮膜の下地表面にもダメージを与えないため、剥離後の再ラップ(鏡面仕上げ)も不要で、微細複雑形状品をはじめ、
管内面や部分的な剥離にも低コストかつ短納期でご対応できます。